
The Role of Fluorspar in the Steel and Metal Smelting Industry
2025-07-14
The Role of Fluorspar in the Cement Industry
2025-07-16
Introduction
In today’s world, merely extracting minerals is not enough; the true value of a mineral lies in its purity, processing quality, and readiness for integration into industrial production or export chains. One of the critical challenges in the fluorspar (fluorite) industry is achieving purity levels that meet the standards of sensitive sectors such as glass manufacturing, acid production, and electronics.
Traditional fluorite processing—largely dependent on manual sorting, gravity methods, or simple flotation—often fails to precisely remove impurities like quartz, barite, or carbonates. The result? Reduced added value, product quality decline, and lost export opportunities.
Under these conditions, the introduction of advanced technologies such as the UV sorter into fluorite processing marks a turning point in enhancing purity and efficiency. This technology leverages the optical response of minerals under ultraviolet (UV) light to accurately separate pure fluorite from similar yet worthless minerals.
This article explores what a UV sorter is, how it operates, its advantages, and whether it offers a practical and economical solution for fluorite processing in Iran.
Traditional Challenges in Fluorite Separation
Despite the high value of fluorite in various industries, traditional processing methods remain common in many Iranian mines and other producing countries. While these methods are simple and low-cost, they are inefficient and risky for achieving high purity.
Key challenges include:
- Visual Similarity of Fluorite to Other Minerals
Fluorite commonly coexists with minerals such as quartz, barite, calcite, and dolomite, which may resemble fluorite in color and shape, especially when crushed or powdered. Manual or gravity-based separation relies heavily on human experience, which is unreliable for large-scale industrial operations.
- Loss of Valuable Fluorite with Waste
Low-precision methods lead to discarding pure fluorite along with impurities. Density- or size-based separations may misclassify fine or agglomerated fluorite particles as waste, decreasing economic efficiency and recoverable tonnage.
- Limitations in Achieving High Purity Grades
Common processes rarely achieve fluorite purities above 95% CaF₂, which is required for acid-grade or some export-grade ceramics. Thus, final products often suit only metallurgical or low-sensitivity domestic uses, missing lucrative export markets.
- High Chemical Consumption and Dependency
Classical flotation techniques use large amounts of collectors, depressants, or flocculants, increasing costs and causing environmental concerns.
Traditional fluorite processing methods fall short of high-purity or export-grade goals, leading to resource waste, reduced economic returns, and product quality deterioration. In such a context, UV sorter technology is not a luxury but a technological necessity to compete today.
What is UV Sorter Technology and How Does It Work?
With technological advances, new mineral processing methods are designed for higher precision, speed, and cost-effectiveness. One emerging and successful technology is the UV Sorter (Ultraviolet Sorting) — a device that uses UV light to differentiate mineral compositions.
Operating Principles of the UV Sorter
Certain minerals, including fluorite, exhibit fluorescence—emitting visible light when exposed to UV radiation. This optical response varies between minerals and forms the basis of the UV sorter’s operation.
The process:
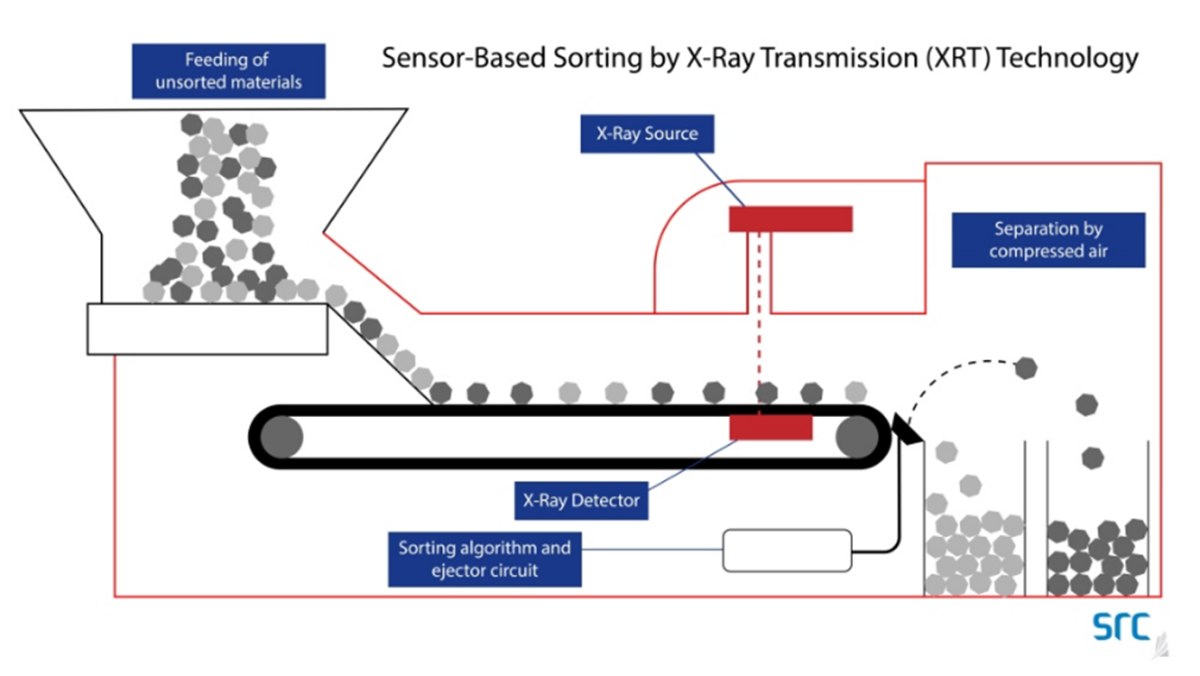
- Minerals are evenly spread on a conveyor belt
- UV light irradiates the materials
- Sensitive cameras detect intensity, color, and optical patterns of each particle
- The software determines which particles are valuable (e.g., fluorite) and which are impurities.
- Air jets separate unwanted materials from the main flow
Key Advantage of UV Sorter in Fluorite Processing
UV sorters achieve extremely precise separation of fluorite from visually and physically similar minerals like quartz, calcite, or barite — especially challenging in crushing stages where visual or gravity methods fail. This separation is crucial in early or pre-processing stages to improve feed quality for downstream operations.
Important Note: UV Sorter Alone Does Not Achieve Acid Grade Purity!
Although accurate, UV sorters typically raise fluorite purity to around 85–90% CaF₂. Achieving acid-grade purity (97%+) requires complementary processes like advanced flotation or chemical treatments.
Therefore, UV sorters are powerful supplementary tools in professional fluorite processing chains, enabling much more precise initial separation, reducing material loss, and lowering chemical consumption in later steps. To reach export-grade purity, the UV sorter must work alongside other fine processing methods.
Advantages of Using UV Sorter in Fluorite Processing
While a UV sorter cannot alone produce acid-grade fluorite, its inclusion in the processing chain offers significant benefits that directly impact final product quality, production costs, and mine economic returns:
- Increased Separation Precision and Feed Quality
Using optical detection, UV sorters separate fluorite particles from similar impurities with very high accuracy. This yields cleaner feed for flotation or final crushing, reducing load, improving concentrate quality, and lowering energy and chemical use.
- Reduced Chemical Consumption in Flotation
Better impurity removal during pre-processing decreases collector, depressant, and reagent usage downstream, cutting direct costs and environmental risks.
- Higher Processing Yield and Lower Material Loss
UV sorters minimize loss of valuable fluorite to tailings by precise particle recognition, increasing overall recovery.
- Ability to Upgrade Product to Higher Grades
Though not producing acid-grade alone, UV sorting can produce feed with 85–90% CaF₂ purity—suitable for many ceramic or semi-export applications and an excellent base for further purification.
- Lower Long-Term Operational Costs
Optimized separation, reduced tailings, lower reagent and energy use, and improved product quality significantly cut total processing costs—critical for low-margin mines.
- Competitive Export Market Advantage
Global fluorite market differentiation lies in product purity and uniformity control. UV sorting enables consistent, bright-colored, low-impurity products, a major export edge.
UV Sorter as a Complementary Technology in Fluorite Processing
UV sorters enhance productivity, improve quality, and reduce costs as smart technologies enabling mines to produce high-purity, market-ready fluorite cost-effectively for domestic and export markets.
Successful Experiences of UV Sorter in Fluorite Processing
Though relatively new, UV sorter technology has rapidly gained adoption in major fluorite mines worldwide. Leading fluorite exporters (e.g., China, South Africa, Mexico) use UV sorting as a core quality and cost-reduction strategy.
Examples:
- China:
As the largest fluorite producer and consumer, China heavily invests in modern mining technologies. Many fluorite plants in Inner Mongolia and Zhejiang use UV sorters for flotation feed pre-processing, reducing chemical use by up to 30%, raising initial purity from ~75% to 88%, and improving overall yield by 10%.
- South Africa:
Large fluorite mines employ UV sorters in pre-processing, producing uniform, export-grade ceramic products from high-impurity feed and significantly cutting operational costs.
- Europe:
Small mines in Spain and Germany use UV sorters to economically rehabilitate low-grade fluorite deposits once deemed uneconomical by precisely separating fluorite from tailings.
- Iran:
UV sorting technology is at early or pilot stages in Iran. Some large mines and private investors plan to adopt it for cost reduction, export growth, and producing higher-value grades. Successful implementation requires trained personnel, partnerships with reputable suppliers, and suitable processing infrastructure.
Leading country experiences confirm UV sorters as not only a technology but a strategic advantage in the global fluorite market. For Iran to increase its share in high-value markets, investing in this smart technology is no longer optional but essential.
Is UV Sorter Economical for Iran?
Investing in new technology always prompts the critical question:
“Will this cost translate into practical profit?”
For Iran, the answer depends on several factors: ore quality, processing goals, production volume, and export strategy.
- Iran: Significant Reserves but Traditional Processing
Iran has multiple fluorite mines (in Hamadan, Qazvin, Kerman, Khorasan, Zanjan) mostly operating traditionally or semi-industrially with:
- Low natural ore purity
- Limited to crushing, screening, or simple flotation
- Products mostly metallurgical or ceramic grades
The result: low added value and exporting raw fluorite at low margins.
- High Initial UV Sorter Cost, but…
Though purchasing and commissioning costs are higher than traditional methods, with proper management, UV sorters can:
- Return investment within 2–3 years
- Reduce chemical use, minimize useful material loss, and improve product quality
- Create significant price differences between 85% and 90%+ grades, potentially outweighing operational costs multiple times in export-driven mines.
- Strategic Export Advantage
The fluorite export market is increasingly competitive. Buyers in Turkey, India, UAE, China, and Europe demand precisely specified, uniformly colored, and documented products. UV sorting enables production of high-standard, stable-quality, attractive products for export.
- Infrastructure and Training Requirements
Successful UV sorter deployment requires:
- Stable electricity and suitable installation space
- Skilled staff training for calibration and operation
- Technical support from suppliers or local representatives
These challenges are solvable with planning and long-term vision.
Conclusion: UV Sorter, a Step Toward Smart Processing
Today, mere possession of mineral reserves is not enough; the difference between an ordinary producer and a successful industrial brand lies in precise, economical, and globally standard-compliant processing. Fluorite is no exception.
UV sorter technology, leveraging optical principles and high separation precision, is an effective tool for upgrading fluorite feed quality and producing higher-purity fluorite. While not independently producing acid-grade material, its role in pre-processing to reduce loss, lower chemical consumption, and enhance final product value is well established.
For Iran, a country rich in mineral resources but with relatively weak processing infrastructure, moving to the next competitive level in the global market requires investment in smart, strategic technologies. UV sorting is a key opportunity—not only for purity improvement but also to transform the fluorite industry from raw material exporting to smart, profitable processing.


{kind=link}
{kind=link}
{kind=link}